仪器所属分类:文章资讯
摘要
制造商,分销商和发电公司面临许多挑战。 每个领域的最大挑战之一是延长关键设备的使用寿命和提高性能,运营效率和不间断的正常运行时间以确保高质量的产品。 不幸的是,即使生产技术已经发展并且对某些产品的需求增加,许多大型制造商已经看到熟练维护人员和总体人力的减少。 工业维护部门的任务是用更少的资源做更多事情:更少的时间,更少的资金,更少的技术人员。
每年,像这样的机构花费数百万美元监控用于设备生产和分配的关键组件。 预防性的维护(PM)被广泛接受,以帮助避免不合时宜的停机并延长关键设备上轴承和其他旋转部件的使用寿命。PM计划将定期安排的活动纳入维护计划,以延长设备的使用寿命。
大多数项目管理计划的主要限制之一是其主观性趋势,严重依赖过度劳累的维护技术人员的专业知识和设备制造商的建议。 通常,这些类型的程序不允许影响任何给定设备的无数变量。 例如,典型的PM可能需要技术人员在视觉上检查轴承是否有磨损迹象,或者仅需要施加半泵润滑剂。 尽管这些操作有用并且通常是必要的,但它们并不完全有效,并且通常缺乏更加细微的方法来在故障发生之前对其进行诊断。
本文将提出一种预防性维护的替代解决方案,并描述超声波声学监听技术如何用于开发制造业和工业的全面,交钥匙预测维护(PdM)过程。
用于预测性维护的超声波(PdM)
通过监控关键组件的状况以预测可能导致不必要的停机的故障,预测性维护比PM更进一步。 过去,这些程序实施起来通常很昂贵,难以学习并且执行起来很麻烦。 然而,趋势正在发生变化,许多工业组织正朝着更具预测性的维护系统迈进。 这部分是因为缺乏人力和时间来解决维护问题使得PdM比以往任何时候都更加重要,但也因为现有的技术和实施方法比最近的技术和方法更具成本效益和易于学习 过去。
虽然PdM传统上是通过振动分析,红外线或石油分析等杰出技术进行的,但最简单且最具成本效益的PdM方法之一已被证明是超声波听觉。 虽然大多数人只知道诸如医学超声之类的超声传输技术,但是超声声学收听是用于泄漏检测,非加压容器测试,电气故障检测和关键部件的基于状况的监测的不太常见的方法。 单个高质量的超声波检测设备可用于所有这些应用。 这些设备重量轻,坚固耐用且无破坏性。 当与用于数据收集的直观软件应用程序配对时,可以使用超声波硬件来开发有效的交钥匙PdM程序。
为什么是超声波?
人类听觉量表的最高端约为20kHz。 高质量的超声波探测设备以40kHz的频率收听,并通过降噪耳机将更高频率的声音转换为人类听觉范围。 在40kHz,超声波由摩擦,冲击,湍流或放电产生。这给了技术人员听到压缩气体和真空泄漏,萌芽机械故障,蒸汽疏水阀和阀门故障以及电气故障的好处,即使工业环境非常嘈杂。

由于它涉及机械设备的维护,因此摩擦和冲击是本文将考虑的超声波的主要来源,因为它们是机械设备的副产品。例如,滚子轴承会产生摩擦,因为轴和滚珠围绕轴承的中心滚动。反过来,这种摩擦会产生声音,但也会产生热量。诸如不平衡,安装不当或轴承中的碎屑等问题会导致摩擦力增加。摩擦力的增加通常也会导致声音和热量的增加。随着元件升温,它会膨胀。最终,轴承会膨胀过多,卡住并导致设备失效。摩擦增加的另一个副产品是剥落:当部件膨胀时,每个部件的颗粒被刮掉并造成进一步的损坏。轴承通常经过润滑以减少摩擦,但润滑不能完全阻止老化过程,导致轴承随着时间的推移变得更加粗糙。
轴承和其他旋转设备的适当润滑是必不可少的,但它不是唯一的维护技术。40kHz的聆听为技术人员提供了在机械设备发生之前诊断出现故障的独特机会。 收集数据样本并随时间推移趋势的软件可以查明重大变化并标记测试点以进一步服务。 使用超声波CBM,维护部门可以开发一个数据采样和团队管理通信的交钥匙系统,可以极大地帮助关键设备的润滑,维修和更换过程。
超声监测条件(CBM)
本文的其余部分将重点介绍一种称为“基于条件的监控”的PdM流程(CBM)或在某些情况下,“状态监测”(CM)。 使用超声听音装置结合数据捕获软件进行CBM超声测试。 通过记录被测组件的声音特性,软件将记录先前测试或变化与设定阈值之间的任何变化。 这些变化特定于被测组件的条件,并且不与测量标度或来自类似组件的声音进行比较(比较测试)。 任何重大变更都将触发行动呼吁以进行进一步检查或发出未决故障警告。
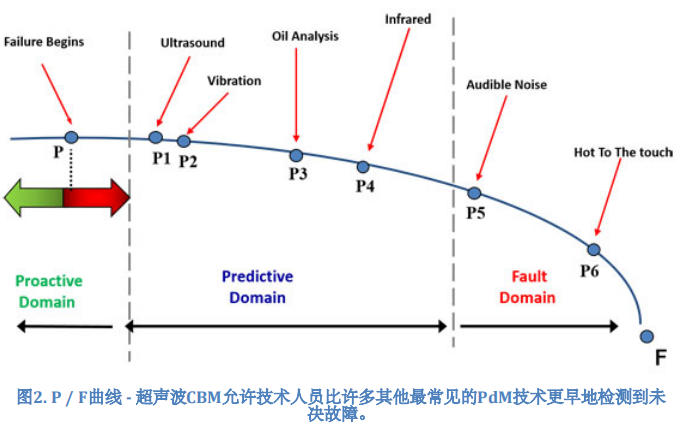
当适当的超声检测设备与诸如InCTRL的数据收集和分析软件苆合时,使用CBM方法的测试结果是瞬间的,并且可以允许技术人员隔离源或可能用其他技术尚未检测到的问题。 这为在损坏设备和导致停机之前发生纠正措施提供了时间。 超声波CBM技术的另一个好处是早期检测:研究表明,超声波可以比其他常见的PdM技术(如红外和振动分析)更快地检测到异常现象。 (见上图2)
请考虑以下来自第三方评估团队的摘要,将超声波技术集成到一个拥有500多个站点的机构中:(1)确定了100多个应用程序,用于各个站点的各种设备,如锅炉,热交换器,压缩机 ,电动机,泵,阀门和蒸汽疏水阀。 (2)该机构的总节省每年约为370万美元。 (3)超声波整合与此成本规避的投资回报率约为15:1。 (4)由于诊断和故障排除所花费的时间减少而帮助每年人工节省约为45人。
该技术的另一个采用者-在这种情况下,一个大型聚对苯二甲酸乙二醇酯塑料回收设施-正在使用InCTRL基于状态的监测(CBM)计划取得巨大成功。 一名致力于使用超声波的全职员工已经使用超声波技术和数据采集软件,每月为1,300多个测试点提供近五年的趋势。 从软件收集的数据使维护部门能够领先于潜在的设备故障,并定期避免意外停机。
本文的其余部分将逐步介绍为大型工业设施实施类似的超声波CBM计划。

第1步:识别关键组件
关键部件是指那些在生产失败或有过早失效和/或需要频繁更换的情况下可以关闭生产的部件。要识别这些组件,请使用您的CMMS程序生成过去工单的历史报告,或跟踪计划外停机的历史记录以查明问题区域。要求帮助确定组件是否至关重要的问题:该组件的故障是否会导致工厂安全性降低?生产停止还是减少?产品缺陷?监管违规?不利的环境影响?
如果对这些问题的答案都是肯定的,则应定期监测该组件。生成最关键组件的列表,并为每个组件分配单元ID号以进行跟踪。建议最初开始监控大约20个组件。根据您组织的规模,此数字可能更高或更低。随着时间的推移,随着过程变得更自然并且您对测试设备有更多的经验,可以增加组件的数量。
第2步:制定检查计划表
检验计划可以集成到当前的PM或CBM程序中,也可以
设置为单独的过程。 关键是经常进行检查 – 每月一次 或两次以获得最佳结果。 如果使用当前PM或CBM路 径,请选择在设备正常运行期间执行的循环。 设备必须运行以获得超声波技术的结果。 例如,选择轴承润滑PM,要求轴承在润滑时滚动。 向PM添加步骤以进行超声波CBM检查。 如果要制定新的CBM计划,请选择一系列测试,以及频率和指定的测试时间。 可以在诸如InCTRL的程序中自动设置测试间隔。
第3步:建立阈值
使用超声波检测设备和兼容的数据采集软件(如InCTRL),获取每个关键组件的初始基线读数(InCTRL需要五个这样的样品)。 拍摄时,超声波设备的灵敏度和增益设置
应设置为尽可能低的设置。 这些设置应该进入录音机,以便将来使用检查时,在测试每个组件时使用相同的设置,然后可以正确地比较结果。 (重要的是要注意,在测试时,设置和操作条件,例如rpm和负载,每次都应尽可能相似,因为任何变化都会影响读数。)
建立阈值样本和执行检查的个人应熟悉设备,并能够确定记录是否会提供良好的起点。 系统制造商还应提供确定良好基线的指南。 可以将未来的记录与这些基线记录进行比较,以进行设备状况分析。
第4步:检查和分析
按照检查计划的步骤和预定的设置和附件,定期检查关键部件。 首次启动程序时,请对每个组件进行几次(推荐四次)20秒长读数/记录。这将确保您获得良好的记录以进行准确的趋势分析。 随着您进行检查变得更加畅通,每个组件的读数可以减少到一个或两个。
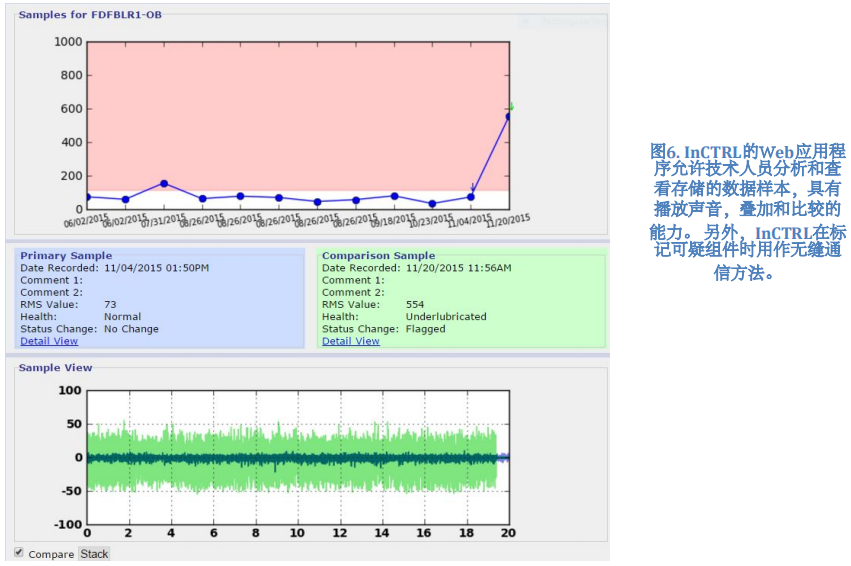
录制完成后,重播文件并查看超声波信号的音频和视觉特征,以评估和分析每个组件的条件。
将信号与基线和先前的记录进行比较。 在正常和异常情况下,组件的声音和外观存在非常明显的差异。 例如,普通轴承通常会产生柔和的呼呼声。
如果轴承润滑不足,摩擦力会增加。 轴承的声音强度会增加,并会发出强烈的刮擦声。 信号的RMS(均方根)值也将增加,波形的高度将明显增加。
第5步:文档
在测试之前,应记录所有原始疑问。 在检查期间,应注意任何重大变化。 检查后,应打印并记录每个记录的波形文件显示,以备将来参考和比较。 应为每个关键部件建立可接受的参数。 任何需要特殊监控,进一步检查或维修的状况变化应在适当标记的单独文件中提交,以反映紧急情况。 如有必要,还应生成工单。
第6步:行动
最后,采取必要措施来修复或纠正任何问题。如果一旦发现并警告问题迹象,若不采取行动,CBM计划就没有用处。 修复完成后,使用超声波设备确保正确安装任何新组件并确保设备正常运行。
通过适当实施预测性维护计划,可以避免不必要的成本并延长设备的预期寿命。 实施此类计划的前期时间投入将大大超过故障排除,关闭和维修所节省的时间,以及生产和产品质量提高带来的利润增加。
除了使用超声波技术进行预测性维护之外,额外的好处还在于多功能性和多样化的应用机会。 高质量的超声波检测设备也可用于故障排除可疑区域,验证维修和正确的组件安装,以及空气和蒸汽审核。
远程听力应用
由于安全问题或难以接近,一些机械部件与传统的超声CBM方法不兼容。 在某些情况下,可以将抛物面附件与超声接收器和CBM软件一起使用,以便在远处收听机械部件。 这种方法需要直接测量部件的位置,并且没有来自压缩气体泄漏,电弧焊或其他来源的竞争超声的直接气氛。 与传统的超声CBM方法类似,条件的可重复性是最重要的,必须采取额外的步骤以确保记录每个单独的样本重复距离和位置。

结论
通过依赖豁免报告,第4页提到的PET回收设施能够规避总计超过20万美元的灾难性设备故障,不包括工时和生产损失。 仅这一个有价值的关键绩效指标(KPI)就是姊妹网站工厂经理在其新工厂实施超声波CBM的推动力。 在设施建设完成之前,他聘请了一名全职维护员工,专注于超声波CBM,即使工厂在今年秋天晚些时候才能完全投入使用。 实际上,甚至在最终决定聘用新的维护主管之前,超声波CBM技术人员就已经上任。
将超声波CBM作为PET回收设施日常运营不可或缺的组成部分的重点说明了该技术对公司企业目标的必要性。 那个公司并不孤单。 超声波CBM在许多工业领域有广泛实施的无数机会。 从军事到制造,从石化到发电,煤层气,超声波具有减少停机时间,增加产量,更好地分配资源和提高人员安全的无限潜力。
 |
|